
K-WANG





Zygo MicroLUPI interferometer
Zygo MicroLUPI interferometer
Product basic information
1. Product positioning and core functions
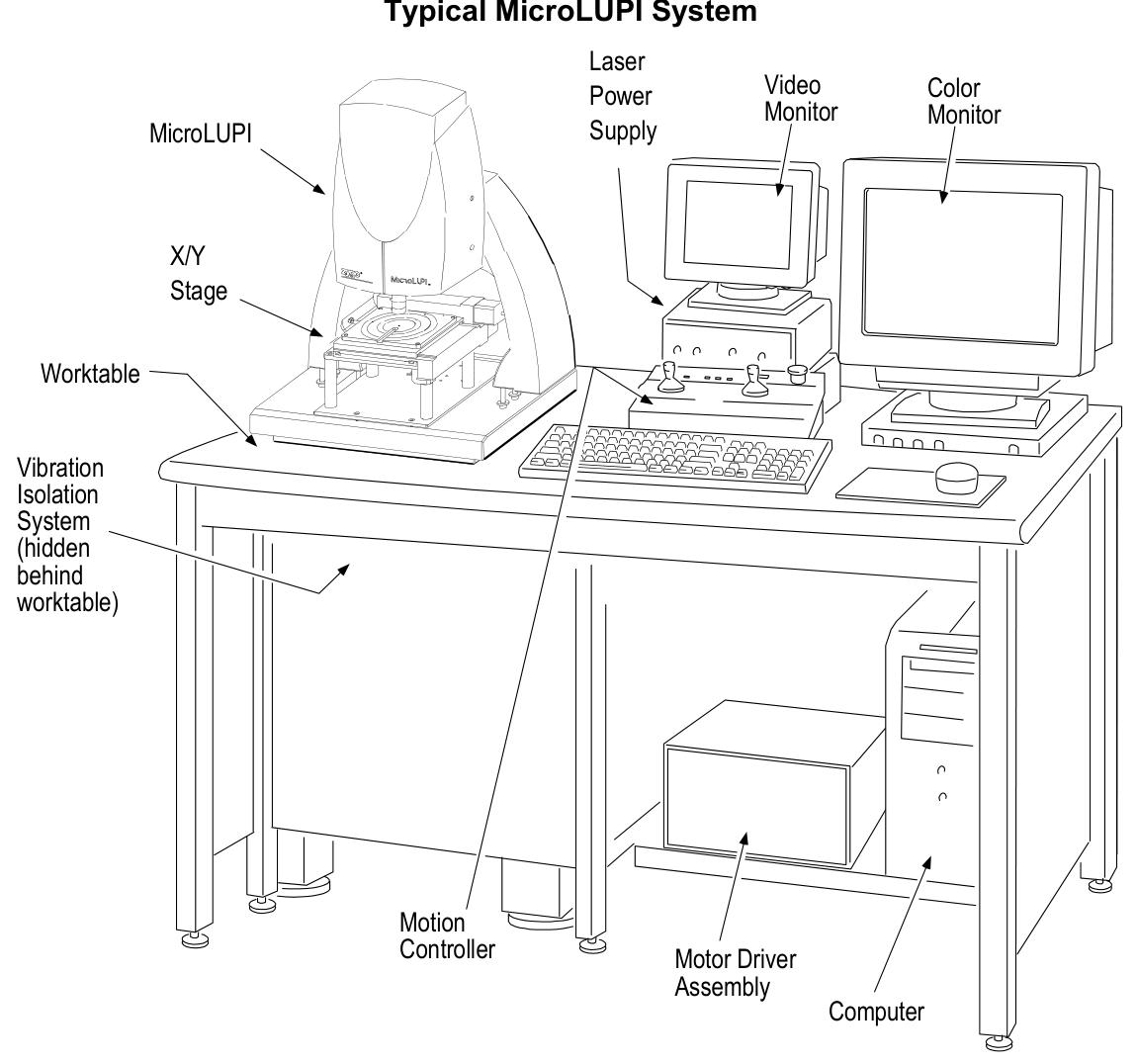
MicroLUPI is a micro aperture laser unequal path interferometer (LUPI) developed by Zygo. Based on phase-shift interferometry technology, it focuses on non-contact high-speed automated measurement of micro optical components, which can accurately detect the surface morphology and curvature radius of spherical/planar optical components. It also supports batch measurement of optical arrays and is equipped with a 3mm diameter collimated measurement beam. The core components include a granite base, a stable gantry column, an electric focusing mechanism, and an X/Y electric stage.
2. Optional configurations
Configuration items, specific parameters/instructions
Objective 50X SLWD (ultra long working distance), NA value 0.45 (usable 0.38); 100X SLWD, NA value 0.73
Laser wavelength standard 632.8nm, customizable blue to near-infrared band
Z-axis digital indicator incremental Z-axis length gauge, used for high-precision curvature radius measurement (standard on some models)
Vacuum suction cup suitable for 3/4/6 inch wafer fixed stage vacuum suction cup
3. Key technical parameters
Laser: Stable frequency helium neon laser (fiber output), power ≤ 1mW, coherence length ≥ 10m
Motion system: The X/Y stage and Z-axis focusing are both driven by DC brushless micro stepper motors, with a stroke of 152mm (6 inches), a resolution of 0.1 μ m (4 μ in), and a maximum speed of 12.7mm/s (0.5in/s)
Imaging and Observation: Maximum 640 × 480 pixel camera, 9-inch monochrome video monitor for real-time display, supports manual/auto focus
Environmental requirements: temperature 15-30 ℃ (59-86 ° F), temperature change rate<1.0 ℃/15 minutes, humidity 5% -95% (no condensation), vibration isolation frequency 1-120Hz
Laser safety: Complies with DHHS Class II laser standards, emits only visible red light, and has no visible radiation
Installation and initialization
1. Preparation before installation
Environmental requirements: Concrete floor should be used to reduce vibration, avoid air conditioning/fan direct blowing causing airflow disturbance, and stay away from optical pollution sources such as smoke and dust
**Utility requirements * *: 100-240VAC 50/60Hz power supply (with grounding), vibration isolation table requires ≥ 60psi compressed air (1/4 inch interface), vacuum suction cup requires 1/8 inch NPT interface vacuum source
Installation restriction: The device must be operated by Zygo trained personnel, and after opening the box, it must be left to stand in the installation environment for 24 hours to adapt to temperature and humidity
2. Core installation steps
Position the vibration isolation system and workbench, and install the granite base, column, Z-axis stage, and MicroLUPI machine head in sequence
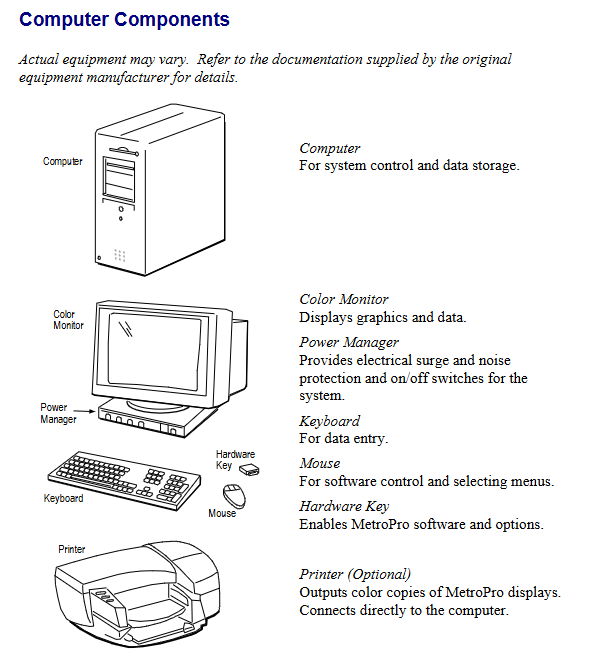
Connect the laser power supply, motion controller, motor driver and other cables, ensure that the hardware key is connected to the parallel port of the computer, and the controller board cables are correctly connected
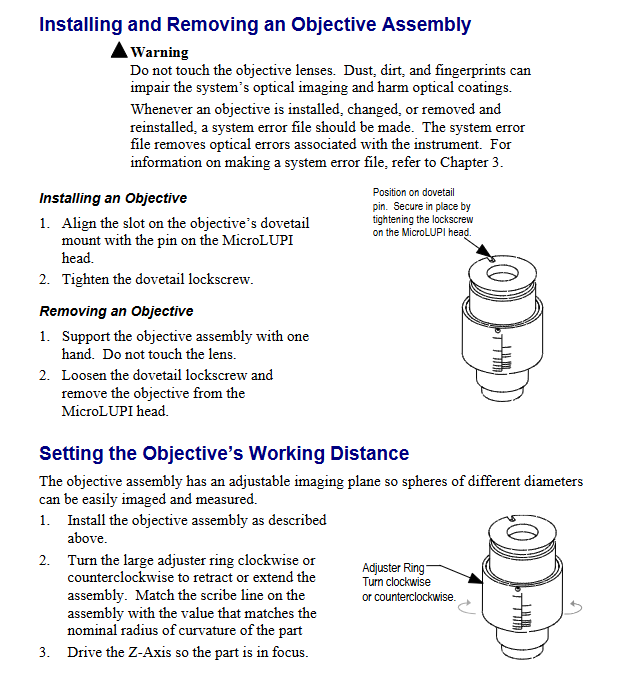
Install the objective lens (align with the dovetail groove pin and tighten the locking screw), adjust the working distance of the objective lens (match the engraved line according to the nominal curvature radius of the measured part)
Calibrate the machine head and X/Y stage: After removing the objective lens, place the optical flat mirror and adjust the X/Y axis adjustment screws to minimize the number of interference fringes
3. Startup initialization process
Turn on the laser power with the key and wait for the "Locked" indicator light to turn on; Turn on all components through the power manager
Log in to Windows NT on the computer (default username "zygo"), open MetroPro software and load MicroLUPI.app application
Perform X/Y stage and Z-axis "home" operation, set Z-axis collision protection (move the objective lens to a slightly smaller distance than the working distance, press the Z Stop button until the green light stays on)
Measurement operation process
1. Basic operation preparation
Controller usage: Adjust the height of the objective lens through the Z-axis joystick (push/pull to control lifting, deflection amplitude to control speed), move the stage with the X/Y joystick, and the emergency stop button (Motion Stop) can interrupt all movements
Light intensity adjustment: Press F4 to open the light intensity window, adjust all indicators to green through the numeric keypad (to avoid saturation and data loss), and F5 can automatically set the light intensity
2. System error calibration (key steps)
Calibration purpose: To eliminate inherent errors in the optical system of the instrument and improve measurement accuracy, recalibration is required after replacing the objective lens, adjusting the camera mode/phase resolution, or changing the ambient temperature
Operation steps:
Place the Zygo standard reference ball (avoid touching the optical surface), adjust X/Y/Z to align the center of the ball and hide the stripes
Set the average number of phase measurements in the measurement control window (recommended to be 3 times that of regular measurements, with a minimum of 8 times), and turn off "Subtext Sys Error"
After measuring with F1, save the data (named in a format such as "SysErrLN1x. dat" to distinguish between camera mode and phase resolution). During subsequent measurements, enable "Subtext Sys Error" and load the corresponding error file
3. Typical measurement scenarios (curvature radius of spherical parts)
Select the matching objective lens (50X working distance 13.8mm, 100X working distance 4.7mm), place the test piece and center it through the stage control lever
Enable AutoNULL (optional Power/Focus mode), set Lateral Pass Limit and Power/Focus Pass Limit
Click on "Auto Calibrate" to calibrate the X/Y/Z calibration coefficients (the fitting quality should be close to 1), and execute AutoNULL to optimize the stripes
Start measuring with F1, and the system automatically collects "cat's eye" and "confocal" data to calculate the curvature radius; Batch measurement can create rectangular/circular measurement paths through the "Pattern Editor" (setting parameters such as row and column count, spacing, etc.)
Maintenance and after-sales service
1. Daily maintenance
Cleaning of optical components:
Dust: Blow off with compressed air, and wipe the remaining dust in one direction with lens paper dipped in isopropanol/methanol
Fingerprints/oil stains: Dip in 1% neutral soap solution to wipe, then use distilled water to remove residue, and finally finish with alcohol (do not reuse wiping materials)
Mechanical and electronic components: Use a soft cloth dipped in mild cleaner to wipe the external surface, and do not disassemble components such as motor drivers and controllers (no user repairable parts)
2. Malfunctions and after-sales service
Warranty Policy: The equipment comes with a 1-year warranty from the date of shipment (for material/process defects), standard support is provided for 5 years after discontinuation, and "best effort" support is provided thereafter; The warranty service includes free repair/replacement (with transportation, cleaning, and calibration fees to be borne), a 90 day warranty for replacement parts, or the remaining warranty period of the original warranty (whichever is longer)
Return requirement: Unused and well packaged products can be returned within 30 days, with a 20% restocking fee charged; Customized products cannot be returned, and returns must first obtain a Return Authorization (RA) number
Technical Support: In North America, you can call (800) 994-6669 (Monday to Friday 8:00-17:00 EST). In other regions, you need to provide the device model, serial number, and software version to contact the local agent
Safety and Compliance
1. Laser safety operation
Do not stare directly at the laser beam or its strong light reflection. When the device is turned on, ensure that the laser exit is unobstructed
Laser emission control: The key switch on the laser power supply is the main control (no radiation after turning off), and the "Emission Indicator" light is on to indicate that there may be laser output
Safety signs: The equipment is labeled with Class II laser warning signs ("CAUTION LASER RADATION DO NOT STARE IN BEAM"), exit port signs, non interlocking protective shell signs, etc., which must be kept clear and visible
2. Compliance certification
Compliant with the EU EMC Directive and Low Voltage Directive, meeting standards such as EN 55011 (ISM equipment RF interference), EN 61010-1 (safety of measuring equipment), EN 60825-1 (laser safety), etc
Having CE certification and JISO 9001 certification, the relevant conformity declaration is archived at Zygo's US headquarters
- YOKOGAWA
- Reliance
- ADVANCED
- SEW
- ProSoft
- WATLOW
- Kongsberg
- FANUC
- VSD
- DCS
- PLC
- man-machine
- Covid-19
- Energy and Gender
- Energy Access
- Renewable Integration
- Energy Subsidies
- Energy and Water
- Net zero emission
- Energy Security
- Critical Minerals
- A-B
- petroleum
- Mine scale
- Sewage treatment
- cement
- architecture
- Industrial information
- New energy
- Automobile market
- electricity
- Construction site
- HIMA
- ABB
- Rockwell
- Schneider Modicon
- Siemens
- xYCOM
- Yaskawa
- Woodward
- BOSCH Rexroth
- MOOG
- General Electric
- American NI
- Rolls-Royce
- CTI
- Honeywell
- EMERSON
- MAN
- GE
- TRICONEX
- Control Wave
- ALSTOM
- AMAT
- STUDER
- KONGSBERG
- MOTOROLA
- DANAHER MOTION
- Bentley
- Galil
- EATON
- MOLEX
- Triconex
- DEIF
- B&W
- ZYGO
- Aerotech
- DANFOSS
- KOLLMORGEN
- Beijer
- Endress+Hauser
- schneider
- Foxboro
- KB
- REXROTH
- YAMAHA
- Johnson
- Westinghouse
- WAGO
- TOSHIBA
- TEKTRONIX
- BENDER
- BMCM
- SMC
- HITACHI
- HIRSCHMANN
- XP POWER
- Baldor
- Meggitt
- SHINKAWA
- Other Brands
- UniOP
- KUKA
- IBA
- Beckhoff
- ADLINK
-
Beckhoff CX1100-0910 - Power Supply Module
-
Beckhoff C5210-0010 - Communication Module C5210
-
BECKHOFF KL1352 - Bus Terminal SET OF 2 FREE FAST SHIP
-
Beckhoff EL3058 - 8 x analog input single ended 4...20mA 85惟 shunt 12bit
-
Beckoff CX1100-0920 - UPS Module 24VDC (US SELLER) * *
-
BECKHOFF C6920-0000 - C69200000 PLC Moudule
-
Beckhoff CX5120-0115 - CPU controller module CX5120-0115
-
Unknown 15F5C1E-Y50A - Of Frequency Converters
-
Beckhoff AX5118-0000-0200 - Servo Drive HTP0
-
BECKHOFF AX5106-0000-0200 - Servo Drive
-
Beckhoff CX5240-0175 - Module (free) #U2327D YG
-
Beckhoff CP6607-0001-0000 - Compact PC Panel Economy Installation Operator 5,7 "
-
Beckhoff EP3744-0041 - 2022 EP37440041 Module
-
Beckhoff CP6209-0001-0020 - 6.5" PC Touch Screen Control Panel 24VDC
-
Beckhoff CX9020-0111 - /U900 +8x+2xEL3121+1x EL9410+3xEL1008+1x EL2008 Set
-
Beckhoff C6525-1030-0050 - Industrial PC
-
Beckoff CX1100-0920 - UPS Module 24VDC (US SELLER)
-
Beckhoff CX5010-0120 - CX5010 Processor Intel Atom Z510 B24
-
Siemens 6FC5203-0AF04-1BA1 - Operation Panel
-
Beckhoff CX5230-0175 - / 000029724 Embedded PC / Industrial PC on Rail
-
Beckhoff CP3916-0000 - industrielles Anzeige- und Bedienterminal
-
BECKHOFF CX1500-M310 - CX1000-N000 CX1000-0011 CX1000-C00L CX1100-0002 PLC Module
-
Beckhoff EL1872 - 16-channel digital input terminal
-
BECKHOFF EP2318-0001 - module
-
Beckhoff CX9020-0110 - Basic CPU Module
-
Beckhoff EL2564 - EtherCAT Terminal, 4-channel LED output, 5鈥?8VDC, 4A, RGBW
-
Beckhoff CX5130-0155 - /000105637 Automation Embedded PC
-
B&R 400 - Power Control Panel Rev D0 24 VDC
-
Beckhoff CX2020-0155 - module
-
Beckhoff CX9020-0115 - PLC Module
-
BECKHOFF EL6695 - PLC EL 6695
-
BECKHOFF EL7047 - PLC Modules
-
Beckhoff CX1000-0012 - Control HW 2.2 + CX1500-M310 + CX1000-C00L + CX1100-0002+
-
Beckhoff C6920-1039-0030 - control cabinet industrial PC CPU Celeron 1.90 GHz, 2 cores
-
BECKHOFF CX1100-0910 - PLC Module#
-
Beckhoff IL2301-B318-0000 - Coupler Box 4 Channel Digital Input |
-
Beckhoff CX7080 - Module
-
Beckhoff C6930-0060 - Industrial PC
-
Beckhoff CP7902-1060-0000 - Touchscreen 15 " CP7902
-
beckhoff CX9020-0111 - Controller module or UPS
-
Beckhoff CX8091 - PLC Module CX8091
-
Beckhoff C6640-1008-0030 - Control Cabinet Industrial PC
-
BECKHOFF CX1100-0920 - module
-
Beckhoff C9900-M921 - see pictures
-
BECKHOFF CP6829-0001-0000 - Touch Panel
-
BECKHOFF C6930-0060 - Industrial Computer
-
BECKHOFF CX8050 - PLC module
-
Beckhoff CP6202-0021-0020 - Touch Screen #
-
BECKHOFF AM3031-0C20-0000 - SERVO MOTOR
-
Unknown BCH1302N11A1C - Servo motor
-
Beckhoff EL2502 - 2-channel pulse width output terminal
-
Beckhoff EL6731 - Profibus Master / *Rev: 0025
-
Beckhoff CP3918-0010 - Control Panel
-
BECKHOFF CP2915-0010 - [24 MONTH WARRANTY] Control Panel
-
Beckhoff AX5203-0000-0202 - Servo Drive
-
Schneider TSXDSY64T2K - PLC OUTPUT MODULE
-
Beckhoff EP4174-0002 - Module-
-
Beckhoff IL2302-B318-0000 - Profibus Box
-
Beckhoff CP6709-0001-0000 - Touchpanel
-
BECKHOFF CX2030-0123 - Controller
-
Beckhoff CX9020-0111 - Processor Module
-
Beckhoff CX1020-0000 - CX Basic CPU Module
-
Beckhoff AX2003-AS - Servo Drive HTP0
-
Beckhoff C6240-1052-0040 - 4-086-06-3073 Industrial Computer CB1052-0003
-
Beckhoff EL1918 - 8 xTwinSAFE Input
-
Beckhoff AM8072-0R20-0000 - Servomotor
-
BECKHOFF AM8021-1B21-0000 - servo motor #T882 YS
-
Beckhoff EL6224 - 4 X Terminal IO-LINK
-
Beckhoff CX5140-0135 - embedded PC with Intel Atom processor 4 GB HW 3.6
-
Beckhoff CP7201-1000-0000 - Panel PC #
-
Beckhoff CX5130-0121 - Embedded-PC 4GB CPU Module HW 2.5 Industrial PC
-
Beckhoff AM8022-0D41-1002 - Servomotor
-
BECKHOFF CX2030-0130 - Module
-
BECKHOFF EL1872 - 16-channel digital input terminal
-
Unknown GXMMW.A203P33 - 1pc encoder
-
Beckhoff EL6631-0000 - EtherCAT Terminal 2-Port EL 6631
-
BECKHOFF C6925-0030 - Industrial Computer
-
Beckhoff CX8190 - A Module
-
BECKHOFF CX2040-0135 - CX2040-0135/000000927 CPU BASE MODULE i7 2715QE 2.1GHz --
-
BECKHOFF KL6023-0000 - Wireless adapter
-
Saia Burgess PCD7.F700 - PCD7F700 Communication Module
-
Beckhoff CX5130-0112 - CPU Module
-
BECKHOFF CX1020-N010 - CX1020-N000 CX1020-0111 CX1100-0004 EL2008 EL3064 EL4004
-
Beckhoff EP1819-0021 - A Module
-
Beckhoff CX2030-0120 - / 4gb with CX2100 0004
-
B&R X20-XC-0292 - Automation Powerlink Ethernet Bus Controller Module
-
Beckhoff BK3110 - One PLC Module
-
BECKHOFF KL3222 - PLC Module
-
BECKHOFF CX1500-M310 - CX1000-N000 CX1000-0011 CX1000-C00L CX1100-0002 PLC MODULE
-
Beckhoff CP3918-0010 - Control Panel
-
Beckhoff CX2030-0100-1002 - /4GB + CX2100 + CX2550 + CX2500-0060 + SSD
-
Beckhoff EP1816-0008 - PLC Module
-
Beckhoff CX5130-0112 - Module
-
Beckhoff Cx1500-m750 - CPU Hw: 1.4
-
BECKHOFF AX5112-0000-0200 - AX511200000200 Servo Driver
-
Beckhoff EL3751 - EtherCAT Terminal 1 Channel Analog Input Multifunction 24 Bit
-
Beckhoff CX1100-0002 - Power Supply Module
-
Beckhoff CP3916-1016-0010 - Control Panel
-
BECKHOFF CX9001-1101 - #NAME?
-
Beckhoff EP3174-0002 - EtherCAT Box Module
-
Beckhoff C6030-0070 - servo drive
-
Beckhoff CX2020-0120 - /4GB CPU, CX2100-0904, 3x EL6900, EL1904, 16GB Memory
-
BECKHOFF C6110 - BOX-PC 113608
-
BECKHOFF EK1914 - module #P
-
Beckhoff C6140 - Ipox IP-4GVI63 + CH7009A_DVI_TV + SIEMENS A5E00369843 + WD800AAJB
-
Beckhoff CX5020-0111 - controller Good quality
-
BECKHOFF C6015-0010 - / 6559380 ULTRA-COMPACT INDUSTRIAL PC ()
-
Beckhoff AX5203-0000-0200 - PLC module
-
Beckhoff EL2872 - 16-channel digital output terminal
-
BECKHOFF C3640-0000 - Panel Industrial PC 100/240VAC 128MB E0122L
-
Beckhoff CX8031 - Module
-
Beckhoff CX5020-0120-1002 - PLC module#
-
Beckhoff C6140 - M845B + SIEMENS A5E00369843 + C9900_A159_1 + AUTOMATA CAN PCI 1N
-
BECKHOFF AX5112-0000-0200 - Servo Drive*ie
-
B&R ECPA42-01 - Analog Output Module 4-Channel, +/- 10V Output Signal, 20mA Max
-
Beckhoff EL6631-0010 - PLC Module
-
BECKHOFF C6930-0070 - CONTROL CABINET INDUSTRIAL PC
-
BECKHOFF AX5112-0000-0200 - AX511200000200 Servo Driver
-
BECKHOFF EK9000 - Programmable Logic Controller Module EK9000 EK9000
-
BECKHOFF C6920-1028-0000 - Industrial computer
-
Beckhoff CX2030-0120 - controller Module
-
Beckhoff BX8000-0000 - Bus Terminal Controller HW 4.4
-
B&R 3NC154.60-2 - Positioning Module#
-
BECKHOFF CX1020-0122 - PLC module
-
Beckhoff AM3032-0D40-0000 - Servo Motor
-
BECKHOFF CX5020-0111 - CPU Module CX5020-0111
-
Beckhoff CB1051 - G5 Motherboard
-
BECKHOFF KL2641 - 1-channel relay output terminal

K-JIANG

Add: Jimei North Road, Jimei District, Xiamen, Fujian, China
Tell:+86-15305925923