

K-WANG





- Telephone:+86-15305925923
- contacts:Mr.Wang
- Email:wang@kongjiangauto.com
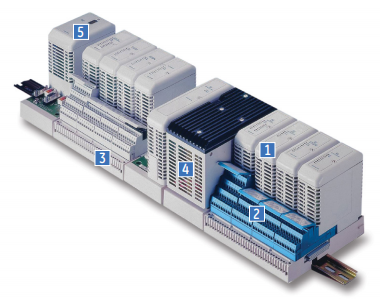
The central control station has been fully equipped with ABB Advant OCS control hardware.
ABB-CI546-Conveyor Control
The central control station has been fully equipped with ABB Advant OCS control hardware. A fast and secure transmission protocol couples to the AC450 Advant controllers in the central station the many decentralised components of other manufacturers that control the mining machines and conveyor lines. Serial interfaces such as MODBUS could not be used because of the large amount of data to be transmitted. The standardised Ethernet infrastructure proved to be the only applicable network solution. The Transmission Control Protocol / Internet Protocol (TCP/IP) was chosen for transmission. That protocol has been used so far mainly in LAN and WAN but is getting applied more and more for transmission purposes as well.
The Central Control Station at Jaenschwalde, Germany ABB, Open-pit mining, Cottbus/Germany 4 2.1 Communication Infrastructure Four OTN (Open Transport Network) loops serve as data connections between the central control station and the individual technological lines. Loop 1 pit Loop 2 overland connection of the F60 overburden bridge Loop 3 Cottbus North Loop 4 pre-cut Thanks to those redundant optical-fibre loops and the OTN nodes it is possible to transmit the signals of the individual bus systems and video signals to the central control station.
The Central Control Station at Jaenschwalde, Germany ABB, Open-pit mining, Cottbus/Germany 5 2.2 Communication Infrastructure of the Central Control Station As regards connections of control station components, it is necessary to distinguish the equipment bus and the process network (PLAN) from the local area network (LAN). The equipment bus is an MB300 master bus system which has been made redundant with a view to higher availability. Participants are connected via two star couplers (for redundancy), executed in 19-inch technology. Participants are the active components of the “Advant” control system, such as operator stations, information management stations and computers. The exchange of information between all subordinate units is made on Ethernet basis via TCP/IP by twisted-pair cable (category 5). Those units, such as servers and client PCs are divided into sub-networks according to tasks and security aspects. 3. Conveyor Control The CI546 multi-vendor interface of ABB supports TCP/IP and UDP and has therefore been chosen for coupling the entire coal and pre-cut conveyor system with the AC450. The drive stations of the coal conveyor line are equipped with A800 controllers, those of the pre-cut conveyor line with remote-field controllers (RFC). The connection with the A800 head-station control is made by a WIN 3.11 IPC integrated into the system that on its part exchanges data with the PLC system via a dual-port RAM.
Zentralleitstand im Tagebau Jänschwalde ABB - Fördertechnik, Cottbus/Germany 7 The gateway PC behaves like a fully transparent protocol converter. The Ethernet network is connected to the gateway CPC by the OTN communication network. The distances to be bridged are up to 12 kilometres. For the pre-cut conveyor line 2000 integer words are passed on in the reception protocol and 600 integer words in the transmission protocol. The total cycle time from initiating the command in the operator station to the response is on average 800 milliseconds. Later in the year 2000 the A800 drive control systems will be replaced by RFC, starting with drive station 36. The control concept of the coal conveyor system will then be adapted step by step to the one of the pre-cut conveyor system. The hardware configuration of the TCP/IP coupling is shown below:
5. Diagnostics Workplace A diagnostics workplace provided in the new central control station serves for operative diagnostic checks by means of monitoring the behaviour of individual electrical components. This is an important help for preventive maintenance. The tools, specifically selected for each machine type, include · Advant Function Chart Builder Diagnosis of ABB Advant AC 450 · Network Control Center (NCC) Diagnosis of the OTN system · DIGSI Diagnosis of protective devices on medium-voltage switchgear · PC-Worx Diagnosis of Interbus S · SIMOVIS Diagnosis of inverters · VIBRONET Vibration monitoring · ELCAD View Navigation in the equipment documentation (single-line diagrams) The information supplied by the ABB control system in the form of · alarm lists · event logs · system lists · system status reports · status records is also used for diagnostic purposes. The diagnostics workplace is the integrating platform for all those tools and unites all software modules and communication interfaces required for maintenance and trouble-shooting. The workplace is open for remote access over the network. 5.1 Equipment The diagnostics workplace is equipped with a powerful industrial PC working on the terminal-server edition of Windows NT 4.0 and a Citrix Metaframe. The monitor and the keyboard are set up on one desk. An RS232 switch is used for making the necessary RS232 connections. Up to 32 such connections are possible. The selection of the RS232 connection required for a specific diagnostic tools is made by the software. Print-outs can be made on the printer installed in the central control station. 5.2 Software A menu system is used to facilitate the start-up of individual programmes and help orientation. The different applications can be chosen and started by an index. Additional activities that may become necessary, such as software-based switching of an RS232 channel, are performed automatically. The client software of the Metaframe system (ICA protocol) and the TCP/IP network connection make the workplace accessible for remote control.
| User name | Member Level | Quantity | Specification | Purchase Date |
|---|



-
 ABB medium voltage frequency converter ACS2000 4kV frame 1, 2, 3 spare parts
ABB medium voltage frequency converter ACS2000 4kV frame 1, 2, 3 spare parts -
 ABB low-voltage AF contactor AF400... AF460
ABB low-voltage AF contactor AF400... AF460 -
ABB KPM Sheet Break Detector - KB2
-
 ABB TP854 base plate
ABB TP854 base plate -
 ABB AO845A Analog Output Module
ABB AO845A Analog Output Module -
 ABB FS450R12KE3+AGDR-71C Integrated Circuit
ABB FS450R12KE3+AGDR-71C Integrated Circuit -
 ABB PNI800K01 Ability ™ Symphony ® Plus Hardware Selector
ABB PNI800K01 Ability ™ Symphony ® Plus Hardware Selector -
 ABB REA 101 arc protection relay
ABB REA 101 arc protection relay -
 ABB 3BSC950193R1 TB850 CEX-Bus Terminator
ABB 3BSC950193R1 TB850 CEX-Bus Terminator -
 ABB BC810K02 Compact Product Kit Hardware
ABB BC810K02 Compact Product Kit Hardware -
 ABB DI810 digital input module
ABB DI810 digital input module -
 ABB Harmony Sequence of Events (SOE) system
ABB Harmony Sequence of Events (SOE) system -
 ABB Tension Electronics PFEA111/112
ABB Tension Electronics PFEA111/112 -
 ABB AI801 Analog Input Module
ABB AI801 Analog Input Module -
 ABB AF C094 AE02 ARCnet Control Board
ABB AF C094 AE02 ARCnet Control Board -
 ABB TP830-1 PLC module
ABB TP830-1 PLC module -
 ABB CP430 Human Machine Interface (HMI) Installation and Operation
ABB CP430 Human Machine Interface (HMI) Installation and Operation -
 ABB 81EU01-E/R3210 Analog Signal Input Module
ABB 81EU01-E/R3210 Analog Signal Input Module -
 ABB Panel 800- PP836 5.1 Hardware and Installation
ABB Panel 800- PP836 5.1 Hardware and Installation -
ABB PM866AK01 Controller
-
 ABB TK850V007 CEX Bus expansion cable Installation and configuration method
ABB TK850V007 CEX Bus expansion cable Installation and configuration method -
ABB AO801 Analog Output Module
-
ABB CI855 communication interface
-
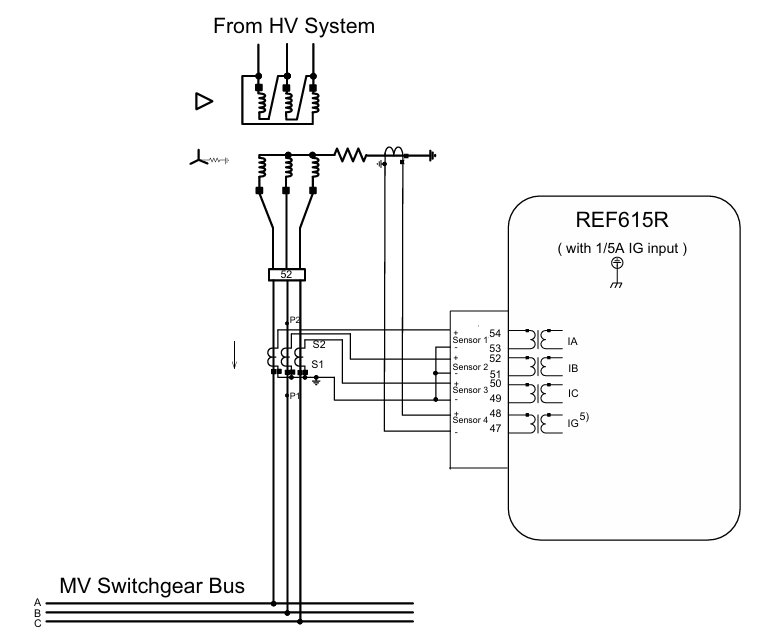 ABB REF615R feeder protection and control
ABB REF615R feeder protection and control -
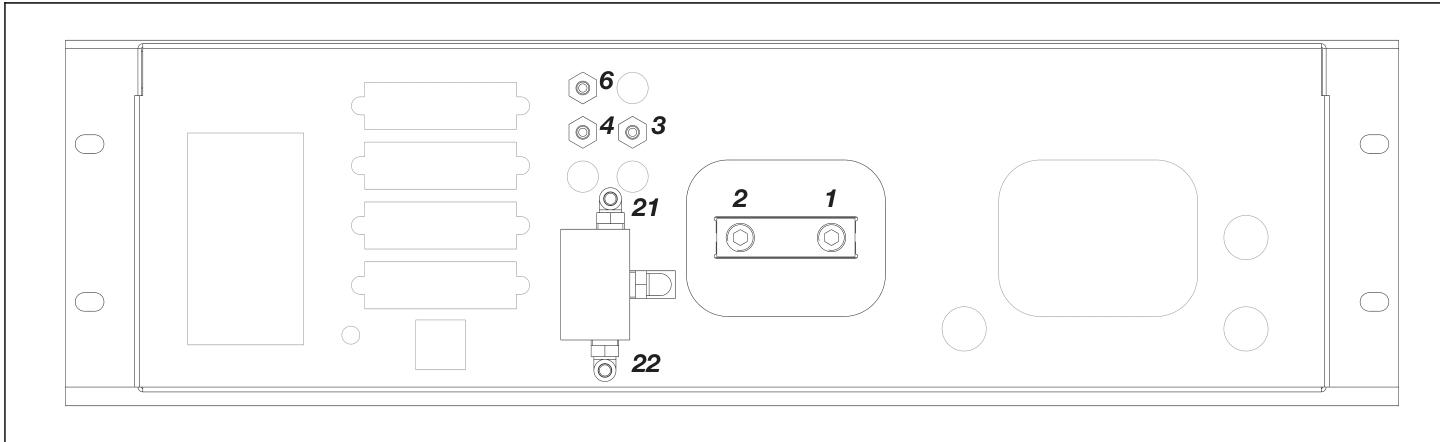 ABB EL3020 Model EasyLine Continuous Gas Analyzers
ABB EL3020 Model EasyLine Continuous Gas Analyzers -
 MOLEX SST-PB3-VME-1 and SST-PB3-VME-2 Hardware Reference Guide
MOLEX SST-PB3-VME-1 and SST-PB3-VME-2 Hardware Reference Guide -
 Eaton XVH300 MICRO PANEL
Eaton XVH300 MICRO PANEL -
 Eaton XV-303/XV-313 multi touch display
Eaton XV-303/XV-313 multi touch display -
 ABB Panel 800 Version 6 Operator Panel
ABB Panel 800 Version 6 Operator Panel -
 ABB 1SVR011718R2500 Analog Signal Converter
ABB 1SVR011718R2500 Analog Signal Converter -
 ABB BC810K02 CEX Bus Interconnection Unit Kit
ABB BC810K02 CEX Bus Interconnection Unit Kit -
 ABB RELION ® 615 series REU615 voltage protection and control relay
ABB RELION ® 615 series REU615 voltage protection and control relay -
 ABB Symphony Harmony/INFI 90 DCS Remote I/O Module Upgrade Kit
ABB Symphony Harmony/INFI 90 DCS Remote I/O Module Upgrade Kit -
 ABB REM610C55HCNN02 motor protection relay
ABB REM610C55HCNN02 motor protection relay -
 ABB TU810V1 Compact Terminal Unit
ABB TU810V1 Compact Terminal Unit -
 ABB REF 541, REF 543, and REF 545 feeder terminals
ABB REF 541, REF 543, and REF 545 feeder terminals -
ABB UNITOL 1000 series automatic voltage regulator
-
 ABB PCD235C101 3BHE057901R0101 AC800pec Excitation High Performance Control System
ABB PCD235C101 3BHE057901R0101 AC800pec Excitation High Performance Control System -
ABB GFD233 3BHE022294R0102 Redundant System Control Module
-
 Galil DMC-40x0 series motion controller
Galil DMC-40x0 series motion controller -
 ABB AO2040-CU Ex Central Unit
ABB AO2040-CU Ex Central Unit -
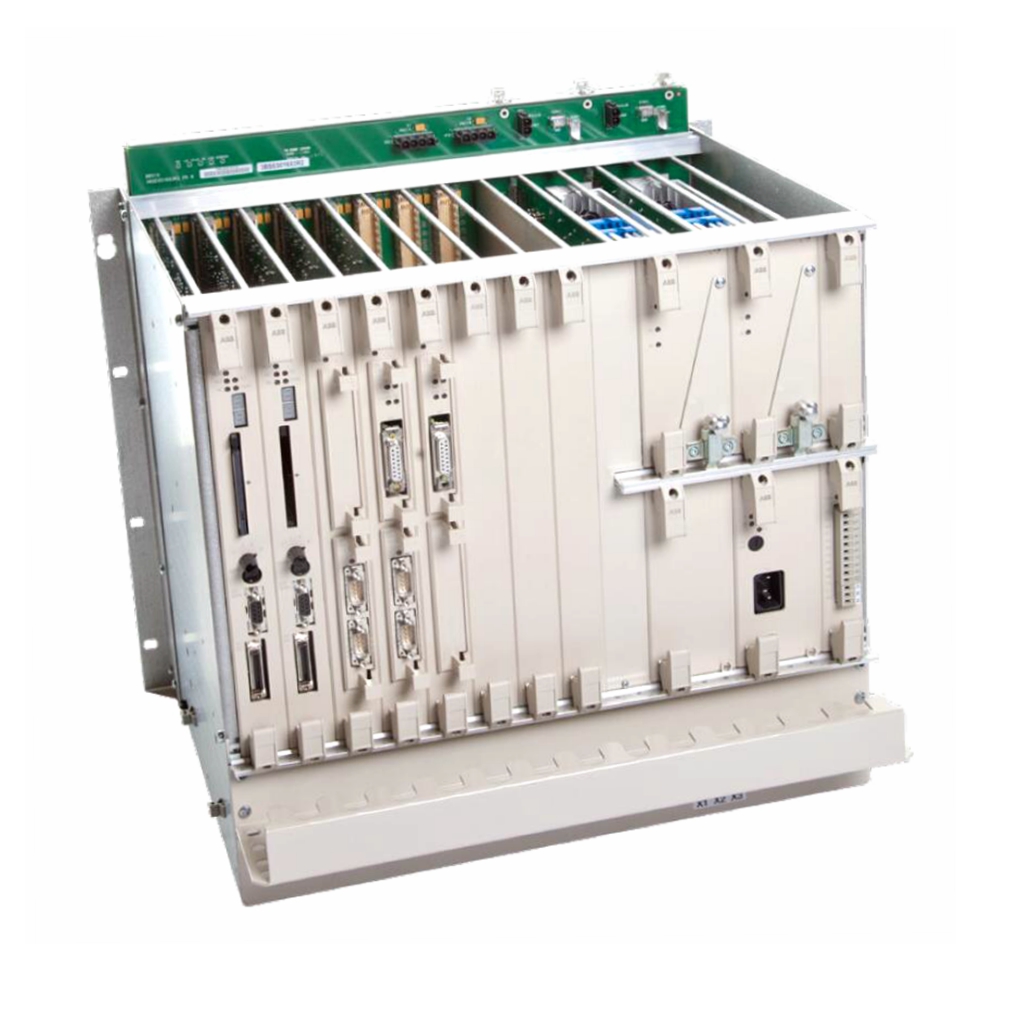 ABB REF615 feeder protection relay
ABB REF615 feeder protection relay -
 ABB INSUMMCU2 MCU2A02V24 motor control unit
ABB INSUMMCU2 MCU2A02V24 motor control unit -
 ABB REF 542plus multifunctional protection and switchgear control unit
ABB REF 542plus multifunctional protection and switchgear control unit -
 ABB PP886 Compact Product Suite hardware selector
ABB PP886 Compact Product Suite hardware selector -
 ABB AC500 V3 PLC Enhanced connectivity and performance
ABB AC500 V3 PLC Enhanced connectivity and performance -
ABB SYNCHROTACT ® 5 Synchronous and Parallel Devices
-
 ABB SUE 3000 high-speed switching device
ABB SUE 3000 high-speed switching device -
 ABB REF542plus multifunctional protection and switchgear control unit
ABB REF542plus multifunctional protection and switchgear control unit -
 ABB Relion ® 615 series REF615 feeder protection and control device
ABB Relion ® 615 series REF615 feeder protection and control device -
 Bentley 3500/45 Position Monitor
Bentley 3500/45 Position Monitor -
Bentley 3500/42 Proximitors ®/ Earthquake monitoring module
-
 ABB molded case circuit breaker
ABB molded case circuit breaker -
 ABB MVME162 Embedded Controller
ABB MVME162 Embedded Controller -
 ABB TU810V1 System 800xA hardware selector
ABB TU810V1 System 800xA hardware selector -
 ABB SPAJ 140 C overcurrent and ground fault relay
ABB SPAJ 140 C overcurrent and ground fault relay -
ABB AC 800PEC High Performance Control System
-
ABB REF601 and REJ601 relays
-
 ALSTOM RPH3/PS125b Controlled Switching Device,CT1VT220/TCR
ALSTOM RPH3/PS125b Controlled Switching Device,CT1VT220/TCR -
ABB V-Contact VSC Medium voltage vacuum contactors
-
ABB 3BHE004385R0001 UNS 0884a, V1:Current Sensor 2000A
-
ABB UAD206A101 Programmable Logic Controller
-
 ABB ACS800-04/U4 driver module
ABB ACS800-04/U4 driver module -
 ABB UAD149A0011 3BHE014135R0011 Controller Module
ABB UAD149A0011 3BHE014135R0011 Controller Module -
 ABB BSM series AC servo motor
ABB BSM series AC servo motor -
 ALSTOM DFI-150-0003- Limelight Diagnostic Board
ALSTOM DFI-150-0003- Limelight Diagnostic Board -
 ABB GCC960C102 motor driver
ABB GCC960C102 motor driver -
 ABB INDUSTRIALDRIVES UCU-22, UCU-23 andUCU-24control units
ABB INDUSTRIALDRIVES UCU-22, UCU-23 andUCU-24control units -
ABB XDD501A101 Bus Terminal Module
-
 ABB S800 I/O DTM 5.3 module
ABB S800 I/O DTM 5.3 module -
 ALSTOM N897164611M High Performance Control Module
ALSTOM N897164611M High Performance Control Module -
 ALSTOM N897164610L Pulse Output Module
ALSTOM N897164610L Pulse Output Module -
 ALSTOM N70032702L High Performance Control Module
ALSTOM N70032702L High Performance Control Module -
 ALSTOM MVAJ1L1GB0771B Auxiliary Transmission Relay
ALSTOM MVAJ1L1GB0771B Auxiliary Transmission Relay -
 GE 239 MOTOR PROTECTION RELAY
GE 239 MOTOR PROTECTION RELAY -
 ALSTOM ADVANCED MICRO CONTROLLER 2
ALSTOM ADVANCED MICRO CONTROLLER 2 -
 Honeywell HC900 Process and Safety Controller
Honeywell HC900 Process and Safety Controller -
ABB ControlMaster CM10 Universal Process Controller
-
ABB dual power conversion switch
-
 ABB RET 541/543/545 Transformer Terminal Device
ABB RET 541/543/545 Transformer Terminal Device -
 ABB Relion ® RET620 Transformer Protection and Control Device
ABB Relion ® RET620 Transformer Protection and Control Device -
 ABB Relion ® REU615 Voltage Protection and Control Device
ABB Relion ® REU615 Voltage Protection and Control Device -
 ABB Relion ® REU615 Voltage Protection and Control Device
ABB Relion ® REU615 Voltage Protection and Control Device -
 ABB REX615 Protection and Control Relay Products
ABB REX615 Protection and Control Relay Products -
ABB PGC2000 series E2 process gas chromatograph
-
 ABB PROCOLOR P 88QT03 bus coupling module
ABB PROCOLOR P 88QT03 bus coupling module -
 Honeywell WEB-8000 Controller
Honeywell WEB-8000 Controller -
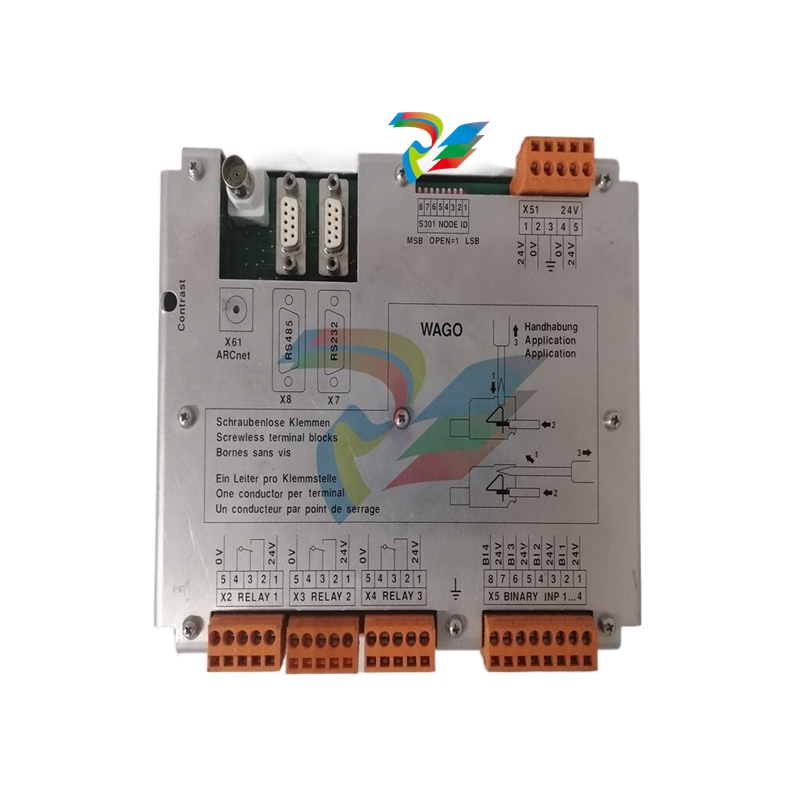 ABB Protection Relay REX 521
ABB Protection Relay REX 521 -
 ABB 5SGY3545L0020 Controller Module
ABB 5SGY3545L0020 Controller Module -
ABB 5SGY3545L0017 module tension controller
-
ABB 5SGY3545L003 IGCT control module
-
ABB SNAT609TAI 5761789-6H Industrial I/O Interface Card
-
ABB SNAT602TAC circuit board
-
ABB SNAT603 CNT Control Board
-
ABB SNAT634PAC pulse amplifier module
-
 ABB RK682011-BA RL0B 100 standard unit module
ABB RK682011-BA RL0B 100 standard unit module -
 ABB PP846A 3BSE042238R2 Industrial Control Panel
ABB PP846A 3BSE042238R2 Industrial Control Panel -
 ABB ZMU-02 inverter memory card
ABB ZMU-02 inverter memory card -
ABB 3BHE014135R0011 UAD149A0011 DCS POSITIONING CONTROL MODULE
-
ABB 3BHE014135R0011 UAD149 A00-0-11 I/O module
-
 ABB MEASUREMENT & ANALYTICS Web Tension Systems with Tension Electronics PFEA113
ABB MEASUREMENT & ANALYTICS Web Tension Systems with Tension Electronics PFEA113 -
ABB GDD471A001 2UBA0022R0001 motor control module
-
ABB UCD224A103 high-performance control module
-
 ABB PDD205A0121 control module
ABB PDD205A0121 control module -
ABB PDD205A1121 3BHE02535R1211 processor module
-
ABB DSDX453 Digital Input/Output Module
-
ABB DSPC454 controller module
-
 Woodward ESDR4 Current Differential Protection Relay
Woodward ESDR4 Current Differential Protection Relay -
 Siemens SIJECT CI16iP StepB 6AТ1131-6DF21-0AB0 Compact Control
Siemens SIJECT CI16iP StepB 6AТ1131-6DF21-0AB0 Compact Control -
 EtherNet/IP™ to Remote I/O or DH+ Gateway AN-X2-AB-DHRIO
EtherNet/IP™ to Remote I/O or DH+ Gateway AN-X2-AB-DHRIO -
ABB 81EU01-E/R3210 Analog Signal Input Module
-
 ABB TK457V050 Industrial Temperature Controller
ABB TK457V050 Industrial Temperature Controller -
 ABB DSRF197K01 Control Module
ABB DSRF197K01 Control Module -
 ABB TK802F SD802F/SD812F power cord
ABB TK802F SD802F/SD812F power cord -
ABB 3BHE03930R0101 I/O module
-
ABB 3BHB0040277R0101 GVC700AE01 thyristor module
-
 ABB 3BHB003154R0101 5SXE05-0156 IGCT module
ABB 3BHB003154R0101 5SXE05-0156 IGCT module -
 RELIANCE INSPECTOR VCIB-06 Advanced Industrial Visual Display
RELIANCE INSPECTOR VCIB-06 Advanced Industrial Visual Display -
ABB AO2000-LS25 Laser analyzer
-
 HIMA F8650X Central module
HIMA F8650X Central module -
ABB PM864AK01 Classic System 800xA hardware selector
-
ABB 3BSE048845R1 CI868K01 IEC 61850 Interface
-
 ABB 5SHY35L4520 Asymmetric Integrated Gate Converter Thyristor
ABB 5SHY35L4520 Asymmetric Integrated Gate Converter Thyristor -
 ABB UNS0119A-P V101 3BHE029153R0101 processor module
ABB UNS0119A-P V101 3BHE029153R0101 processor module -
 Xycom 99212A-001 PC board
Xycom 99212A-001 PC board -
 Xycom 144365-001 motherboard
Xycom 144365-001 motherboard -
 XYCOM 70400-001 T3065-4 XVME-400 Board
XYCOM 70400-001 T3065-4 XVME-400 Board -
 Xycom Automation # 9450-2480016010000 Interface Monitor Model
Xycom Automation # 9450-2480016010000 Interface Monitor Model

